Heat treatments
Heat treatments allow the structure of the metal to be changed to achieve the required hardness properties. At Polydec SA, we carry out some of these heat treatments in-house, and subcontract others to our certified partners.
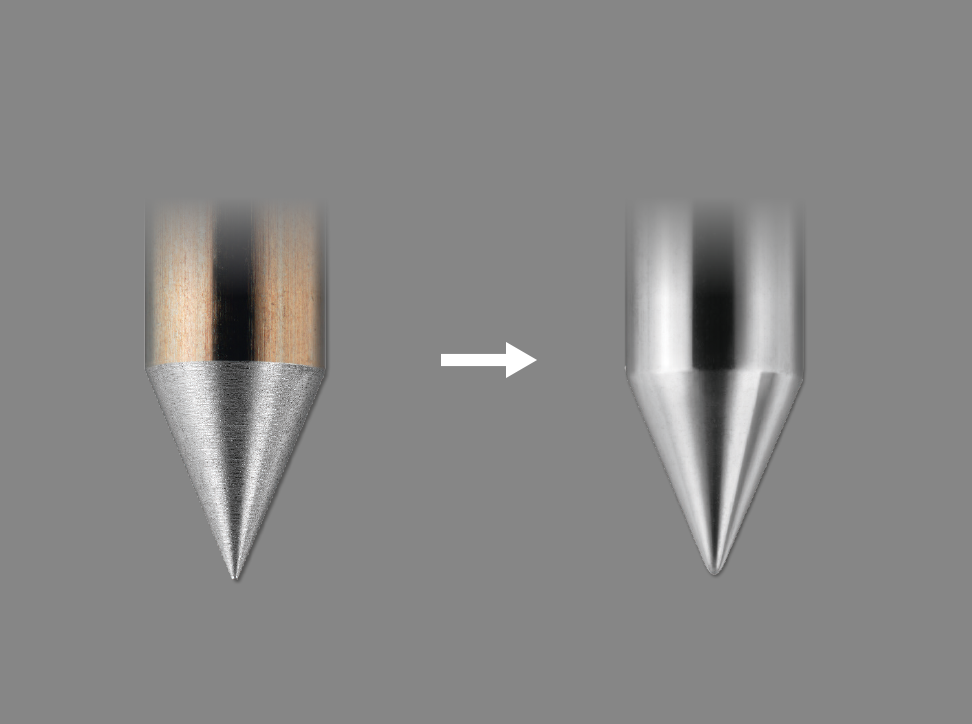
Tempering and hardening
In most cases, heat treatment/tempering is necessary for several reasons:
- reducing mechanical wear
- increasing the useful life of the part
- avoiding problems of deformation during assembly
- guaranteeing functionality (for example for test probes)
The steel's hardness is obtained by heating the workpieces to a temperature of between 800 and 1000 °C, and then quickly cooling them. This treatment makes the steel harder, but also more brittle. To achieve a good compromise and reduce brittleness, the workpieces are heated a second time to a certain temperature that depends on the desired hardness. This stress relief is called "tempering".
For these treatments, at Polydec SA, we use trusted specialist partners who complete their tasks in line with the strict quality criteria that we impose.
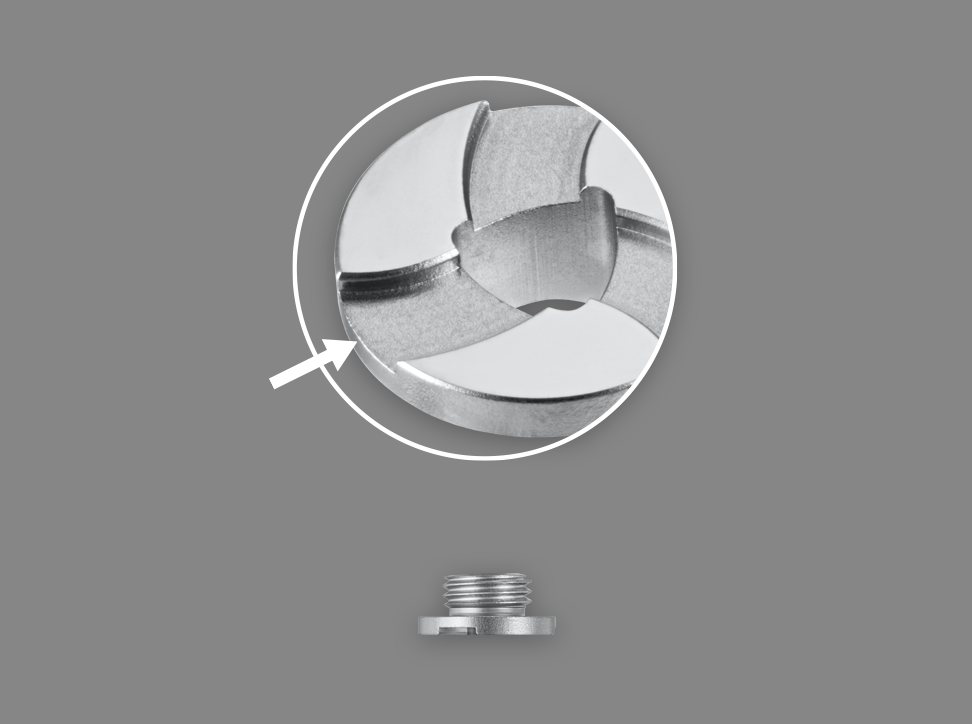
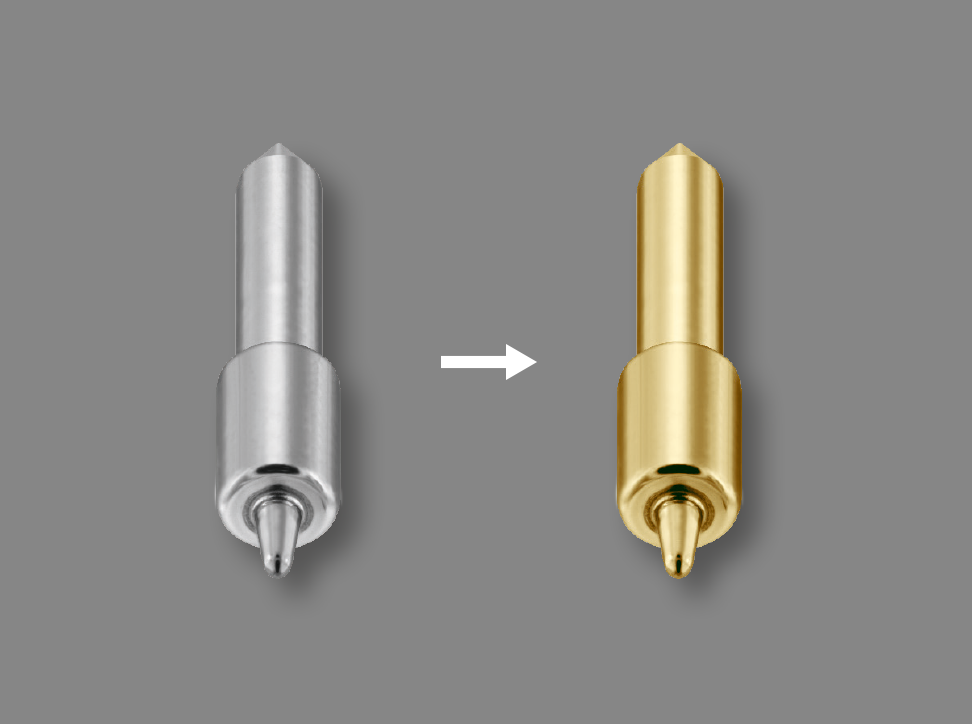
Structural hardening
As in traditional hardening, structural hardening involves increasing the mechanical strength of the workpiece. This process is used, for example, on specific alloys such as CuBe, Arpal and palladium alloys (not compatible with steel).
The workpieces are heated to over 300 °C for approximately 2 hours, then slowly cooled, increasing their hardness.
These treatments are performed exclusively in our workshops.
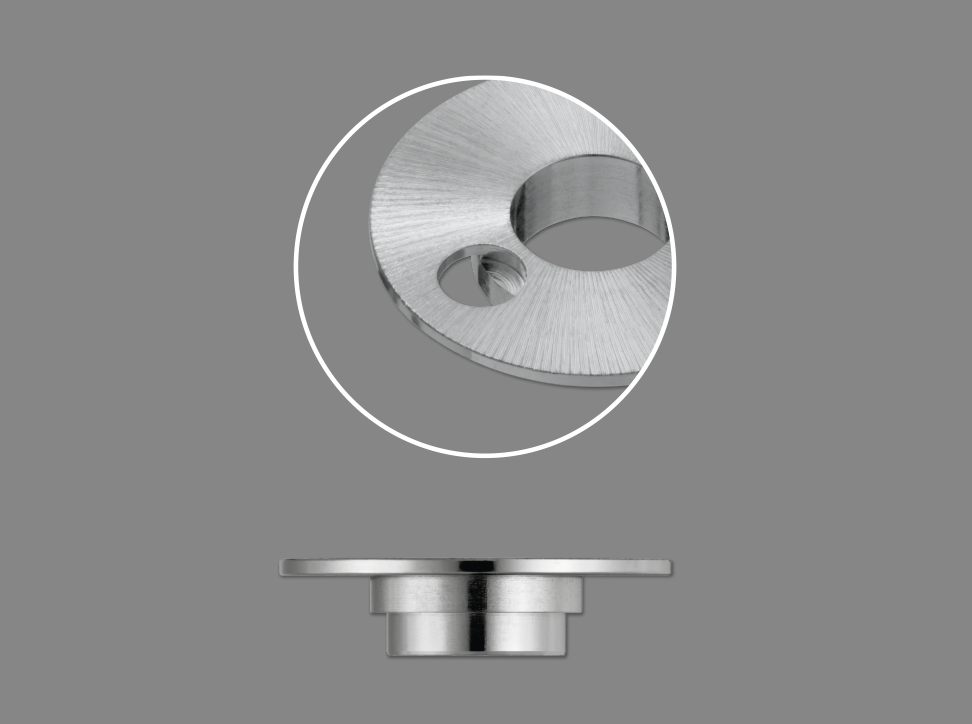
Carburization
The carburization process enriches the carbon content of the workpiece's top layer. This process involves the diffusion of carbon dioxide gas for several hours at temperatures of between 900 and 980 °C.
Structural hardening can then be performed.
Carburization thus enables the peripheral layer of the workpiece to be hardened while retaining the characteristics of the steel. The workpiece becomes resistant to wear and friction, and its brittleness is reduced.
For these treatments, at Polydec SA, we use trusted specialist partners who who complete their tasks in line with the strict quality criteriathat we impose.